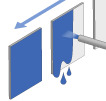
ハードコートの塗工方法
製品の表面をキズや汚れから守るハードコートについて、「どんな塗工方法でしょうか?」「塗工方法の種類はいくつありますか?」といったお問い合せをよくいただきます。ここでは、ハードコートの塗工方法の種類とその選定方法、仕様について解説します。
ハードコートをご検討される際のご参考にしていただければと存じます。
1. ハードコートの塗工方法と種類
ハードコートで一般的に用いられる7種類の塗工方法について、具体的な方法、メリットとデメリットをまとめた表が以下となります。
| 塗工方法 | メリット | デメリット | ||
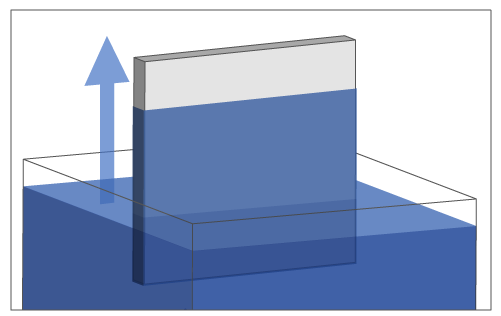
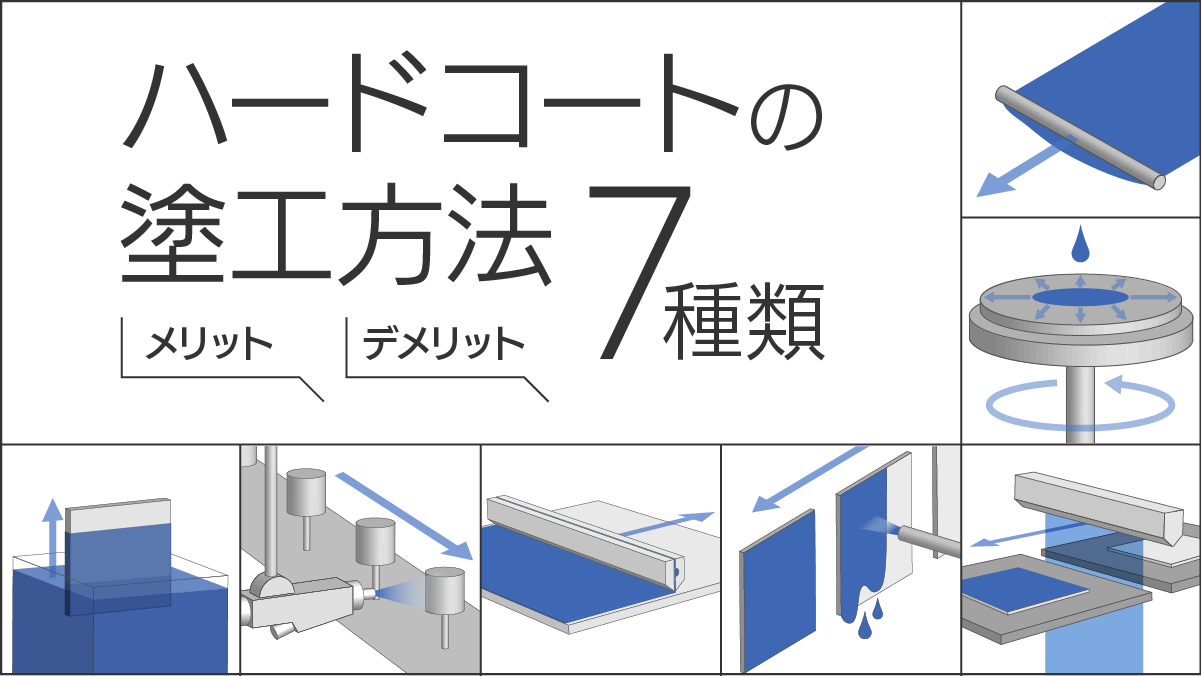
| ディップ コート |
 |
コート剤の中に浸し、引き上げて塗工する方法 |
|
|
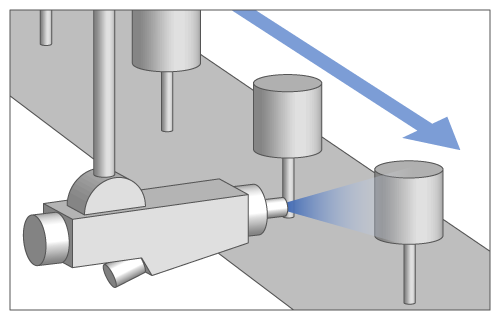
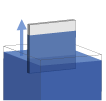
| スプレー コート |
 |
コート剤に高圧をかけて、霧状に噴出して塗工する方法 |
|
|
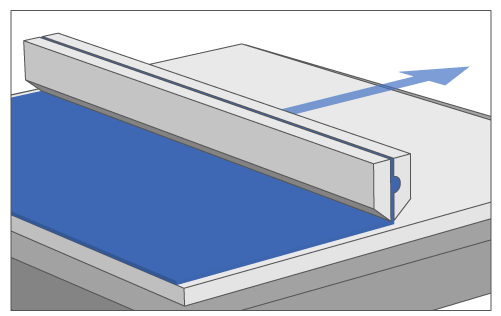
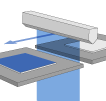
| ダイ コート |
 |
スリットダイからコート剤を押し出しながら塗工する方法 |
|
|
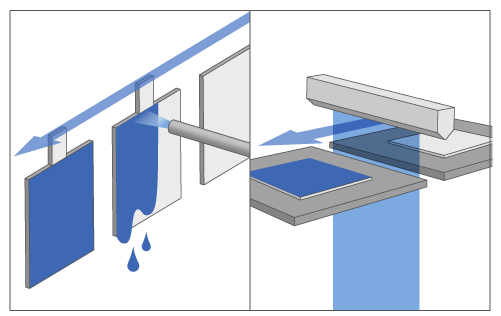
| フロー コート |
 |
コート剤を流しかけて塗工する方法 |
|
|
|
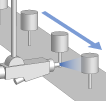
カーテン |
 |
コート剤をカーテン状に吐出させ、そこを通過させて塗工する方法 |
|
|
| スピン コート |
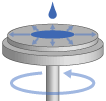 |
コート剤を滴下し、回転させることで塗工する方法 |
|
|
| バー コート |
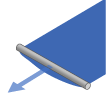 |
コート剤をバーにより掻き取ることで塗工する方法 |
|
|
2. ハードコート塗工の選定方法
ハードコートの塗工方法の選定は、各種塗工方法の特徴を把握した上で検討する必要があります。
各塗工方法の特徴を簡易的に○×形式でまとめた表が以下となります。
| 塗工方法 | 生産性 | 膜厚分布 | 塗着効率 | 塗工面 | 複雑形状 対応 |
大型基板 対応 |
装置 コスト |
| ディップコート | ○ | ○ | ○ | 両面 | ○ | ○ | △ |
| スプレーコート | ○ | ○ | △ | 片面 両面 |
◎ | △ | ○ |
| ダイコート | ○ | ◎ | ◎ | 片面 | × | ◎ | △ |
| フローコート | ○ | △ | ○ | 片面 | △ | ○ | ○ |
| カーテンコート | ○ | △ | ○ | 片面 | △ | ○ | ○ |
| スピンコート | △ | ○ | △ | 片面 | × | × | ○ |
| バーコート | △ | ○ | ○ | 片面 | × | △ | ○ |
また、塗工方法の特徴以外にもハードコートに対する要求物性値、外観品質レベルにより、ハーコート種や膜厚の検討も必要となります。これらも把握し、ハードコート剤や膜厚に適した塗工方法を検討することも必要となります。
3. ハードコートの仕様について
ハードコートの仕様は、大きく2種類あります。1つ目は、ハードコート剤を購入する際、そのハードコート剤自体の液性状の仕様となります。2つ目は、ハードコート塗工品を検討する場合となり、ハードコートの物性値や膜厚、外観品質の仕様となります。それぞれの仕様について例を挙げて解説します。
①ハードコート剤の仕様
ハードコートを塗工する上で、ハードコート剤の固形分濃度、粘度、溶剤の種類の3項目が重要になります。この3項目は、各塗工方法、設備による塗工性や、物性値、外観品質に影響しますので、この3項目とその他の仕様が一般的に決められています。
UV硬化型のハードコート剤の仕様例は、以下となります。
| 項目 | 仕様 |
| 固形分濃度 | 50~51% |
| 粘度 | 20~30 mPa・s |
| 主溶剤 | PGM(プロピレングリコールモノメチルエーテル) |
| 外観 | 透明 |
②ハードコート塗工品の仕様
ハードコート塗工品の仕様は、要求される内容によって様々ですが、一般的には量産開始前に必要とする耐久物性を確認し、日々管理される仕様は、サンプル評価にて初期物性(透過率、密着性、擦傷性、鉛筆硬度など)、外観仕様などで決められます。
透明なPMMAシートへのハードコート塗工品の仕様例は、以下となりますが、塗工される材料(基材)により数値も異なってきますので、材料特性とともにハードコート性能を把握して検討する必要があります。
| 項目 | 仕様 |
| 全光線透過率 | 91.5%以上(JIS K7361-1) |
| Haze値 | 0.3以下(JIS K7136) |
| 密着性 | テープ剥離試験3回で剥がれ無きこと |
| 擦傷性 | スチールウール#0000にて、1 cm角、1.0 kg荷重、 100 mm/s、60 mmストローク100往復にてキズ無きこと |
| 鉛筆硬度 | 6H以上(JIS K5400-5-4) |
| 接触角 | 100°以上 |
4. ニデックのハードコート製品
ニデックでは、各種塗工方法に対応したUV硬化型のハードコート剤を用途別にラインアップし、販売しております。高硬度品、高耐擦傷性品、バイオマス製品、無溶剤タイプなどを取り揃えておりますので、詳細は以下のリンク先をご参照ください。
5. お問合せ
ハードコートの塗工方法の種類から選定方法、ハードコートの仕様までを解説させていただきましたが、まだまだわからないこともあるかと思います。
ハードコートについて、わからないことや相談したいことがありましたら、以下のお問い合せフォームより、お気軽にお問い合せください。弊社で検討の上、ご要望に適したご提案をさせていただきます。
※全ての画像はイメージです。